系電話")
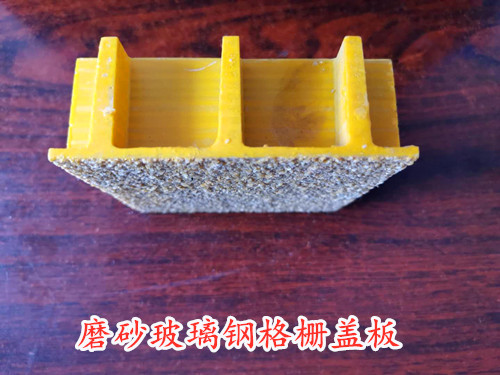
在實(shí)際應(yīng)用時(shí),,為了提高玻璃鋼格柵的耐磨、防滑的效果,,可以通過(guò)在格柵條表面加上一層耐磨的細(xì)砂石,。該類產(chǎn)品在行業(yè)內(nèi)統(tǒng)稱為磨砂玻璃鋼格柵板。本文主要介紹的是磨砂玻璃鋼格柵的制作工藝與制作流程方面的知識(shí),。
磨砂玻璃鋼格柵的制作工藝:
和普通的玻璃鋼格柵板一樣,,磨砂玻璃鋼格柵的主要生產(chǎn)工業(yè)為模塑工藝,即在既定的模具上進(jìn)行制作,。模塑工藝制作的板材具備非常優(yōu)秀的抗壓能力與機(jī)械強(qiáng)度,。
磨砂玻璃鋼格柵的制作流程:
a,、按照要求選擇合適的生產(chǎn)原材料,樹脂,、玻纖紗,、石粉/鋁粉與細(xì)砂;
注:沒(méi)有特殊要求的前提下樹脂選擇普通的不飽和樹脂即可,;玻纖紗推薦使用無(wú)堿玻纖;石粉或鋁粉根據(jù)需求選擇,;砂石的粗細(xì)根據(jù)要求來(lái)選擇
b,、原材料的調(diào)配:先將樹脂、石粉/鋁粉以及色漿和添加劑等按照標(biāo)準(zhǔn)的比例放入攪拌裝置內(nèi),;
注:攪拌的時(shí)間不得低于30分鐘,要保證原材攪拌均勻
c,、使用水瓢把攪拌完成的樹脂混合料放入格柵模具中,,然后拉玻纖紗;
注:加樹脂混合料時(shí)要按照一定的比例添加,,要保證玻纖紗層達(dá)到標(biāo)準(zhǔn)的要求,;如25玻璃鋼格柵的紗層數(shù)一般為4層半。每完成一層紗,,需要手動(dòng)使用模壓工具對(duì)紗層進(jìn)行壓擠,確保樹脂混合料與玻纖紗充分結(jié)合在一起
d,、紗層完成后再最外一層加入適量的細(xì)砂,;
注:細(xì)砂必須在拉紗層制作完成后第一時(shí)間加入,否則會(huì)因樹脂凝固導(dǎo)致細(xì)砂與格柵板的粘結(jié)性
e,、打開當(dāng)上述步驟全部完成后即可打開模具的熱水閥門,;
注:一般格柵的凝固時(shí)間為30-40分鐘,制作磨砂玻璃鋼格柵時(shí),,建議等待40-50分鐘,這樣能使格柵表面的細(xì)砂與樹脂混合料充分結(jié)合,。
普通類型的玻璃鋼格柵板在制作完成時(shí),,表面一層屬于自然的凹形面,本身具備一定的耐磨防滑的效果。如果不是對(duì)耐磨性能要求較高時(shí),,不推薦使用磨砂玻璃鋼格柵,。
上文介紹的磨砂玻璃鋼格柵是本公司生產(chǎn)的格柵系列產(chǎn)品之一,同時(shí)還生產(chǎn)洗車房玻璃鋼格柵,、樹篦子等其它類型的格柵板以及人工手糊制作的玻璃鋼離心風(fēng)機(jī)。
機(jī)")
機(jī)")
機(jī)")

